Химическая энциклопедия
"ТВЕРДЫЕ СПЛАВЫ"
Главная - Химическая энциклопедия - буква Т - ТВЕРДЫЕ СПЛАВЫ
ТВЕРДЫЕ СПЛАВЫ
, композиционные
гетерогенные материалы, состоящие из твердых тугоплавких соединений, главным
образом карбидов переходных металлов IV-VI гр., распределенных в пластичной
матрице из металлов триады Fe.
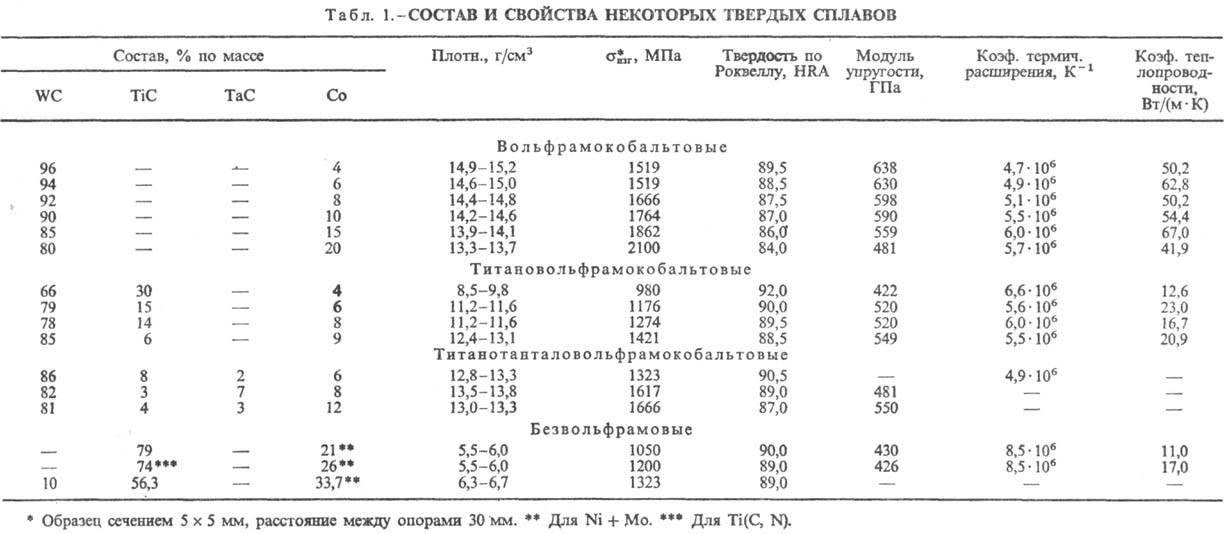
В зависимости от состава Т.е. подразделяют гл. обр. на вольфрамокобальтовые (вольфрамоникелевые), содержащие WC с кобальтовой (никелевой) связующей фазой, состава WC-Co (WC-Ni); титановольфрамокобальтовые состава TiC-WC-Co; титанотанталовольфрамокобальтовые состава TiC-TaC-WC-Co и безвольфрамовые Т.е. состава TiC-Ni-Mo или Ti(C,N)-Ni-Mo. Первые три группы Т.е. обозначают соотв. буквами ВК, ТК и ТТК с цифрами: после "Т"-содержание TiC, % по массе, после "ТТ"-суммы карбидов Ti и Та, после К-Со; в сплавах ВК после цифры иногда добавляют буквы В, М, ОМ, КС или К, указывающие на крупность зерен WC (крупно-, мелко-, особомелко-зернистые сплавы) и технол. особенности произ-ва. Т.е. в качестве легирующих
добавок содержат карбиды, нитриды и карбонитриды Nb, V, Hf, Cr, Mo и Zr. Т.е. состава WC-Co (WC-Ni)
характеризуются сочетанием высоких значений прочности, модуля упругости, остаточной
деформации с высокой тепло- и электропроводностью (стойкость этих сплавов к
окислению и коррозии незначительна); Т.е. состава TiC-WC-Co в сравнении с первой
группой сплавов обладают меньшей прочностью и модулем упругости, однако превосходят
их по стойкости к окислению, твердости и жаропрочности; Т.е. состава TiC-TaC-WC-Co
характеризуются высокой прочностью, вязкостью и твердостью; безвольфрамовые
Т.е. обладают наиб. коэф. термического расширения, наим. плотностью и теплопроводностью.
Свойства нек-рых Т.е. приведены в табл. 1. В Т. с. карбиды и нитриды
переходных металлов IV-VI гр. представляют собой, как правило, фазы внедрения,
для к-рых отношение атомных радиусов неметаллов (X) и металлов (М) меньше (или
равно) 0,59. Стабильные карбиды и нитриды состава MX, образующие твердые фазы
в Т.е., характеризуются высокими т-рами плавления и твердостью (см. Карбиды
,
Нитриды
), обладают ограниченной р-ри-мостью в металлах триады Fe
(табл. 2); последняя определяется размерами атомов металла, хим. сродством компонентов
и их кристаллич. структурой. 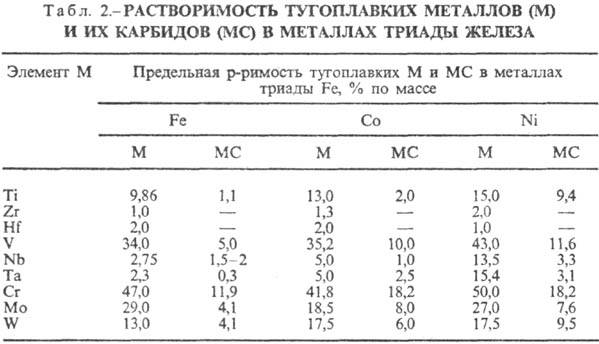
Увеличение (до определенного
предела) зерна карбидной фазы в Т. с. приводит к увеличению пластичности, трещино-стойкости,
прочности при изгибе и к уменьшению износостойкости, прочности при сжатии, твердости.
Напр., для Т.е. состава WC-Co: 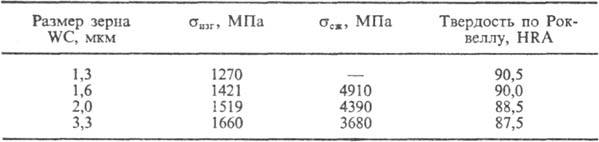
Др. важный фактор, влияющий
на св-ва Т. с.,-смачиваемость MX расплавом металла триады Fe. Карбиды Сr, Мо,
W полностью смачиваются расплавом металла (краевой угол смачивания q =
0°). Для карбидов Ti, V, Nb и Та характерны след. краевые углы смачивания: 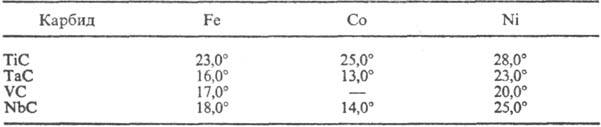
Присутствие в Т.с. структурно
свободного углерода или двойного карбида металла-связки и тугоплавкого металла
приводит к уменьшению твердости и прочности при изгибе. Т.е. изготовляют методами
порошковой металлургии
. Технология их произ-ва включает получение порошков
металлов восстановлением их оксидов Н2 или углеродом при т-рах 1073-1473
К; получение карбидов, карбонитридов или нитридов при т-рах 1723-2773 К в атмосфере
Н2, N2 или в вакууме; измельчение и смешение компонентов
(обычно в этаноле или ацетоне) в шаровых мельницах или спец. аппаратах; введение
пластификатора (р-ра синтетич. каучука или парафина в бензине, ацетоне или полиэтиленгликоля
в этаноле); гранулирование смесей; формование прессованием; спекание изделий
в присут. жидкой связующей фазы в атмосфере Н2, в вакуумных или вакуумно-компрессионных
печах при т-рах 1633-1873 К. В качестве осн. исходных
материалов используют WO3 или МоО3, TiO2, оксиды
Со или Ni и порошкообразные металлич. Та, Nb. Применение вакуумного спекания
уменьшает концентрацию микропор в структуре сплава и тем самым повышает его
прочность, напр.: для вольфрамоко-бальтового Т.е., содержащего 10% Со, при водородном
спекании sизг 2245 МПа, при вакуумном-2410 МПа. Окончат. форму
полученным заготовкам придают обработкой на электроискровых станках или шлифованием
алмазными кругами. Из Т.с. изготовляют рабочую
часть режущих инструментов для обработки чугуна, стали и сплавов, цветных металлов,
стеклопластиков, пластмасс, дерева, обработки металлов давлением, изготовления
горно-бурового и угледобывающего инструмента, а также износостойких конст-рукц.
деталей, приборов и аппаратов. Лит.: Чапорова И.
Н., Чернявский К. С, Структура спеченных твердых сплавов, М., 1975; Третьяков
В. И., Основы металловедения и технологии производства спеченных твердых сплавов,
2 изд., М., 1976; Металлообрабатывающий твердосплавный инструмент, М., 1988. Ю. М. Королев, В. А.
Фальковский. |
Поделитесь с друзьями:
Вы можете поставить ссылку на это слово:
будет выглядеть так: ТВЕРДЫЕ СПЛАВЫ
будет выглядеть так: Что такое ТВЕРДЫЕ СПЛАВЫ